



Here’s a quick video of a machine I’m working on. It folds and irons a strip of fabric, similar to this machine: “Simplicity Bias Tape Maker“.
It’s functioning nicely, I just want to add an insulated handle to the top to prevent burns. The heating element is well insulated, the body doesn’t heat up with the exception of the two bolts that hold the floating top plate on… which will definitely burn you.
The temperature is variable and has closed loop control. Motor speed is also adjustable, in the video I have it running fairly slow. As you can see I’m not great with textiles, so my strip isn’t very consistent and has some big lumps at the seams.
Here’s a quick video of this power feed in action. This is a simplified version without a display, it just does direction and speed. Feed rate can be adjusted at any time independent of the spindle RPM.
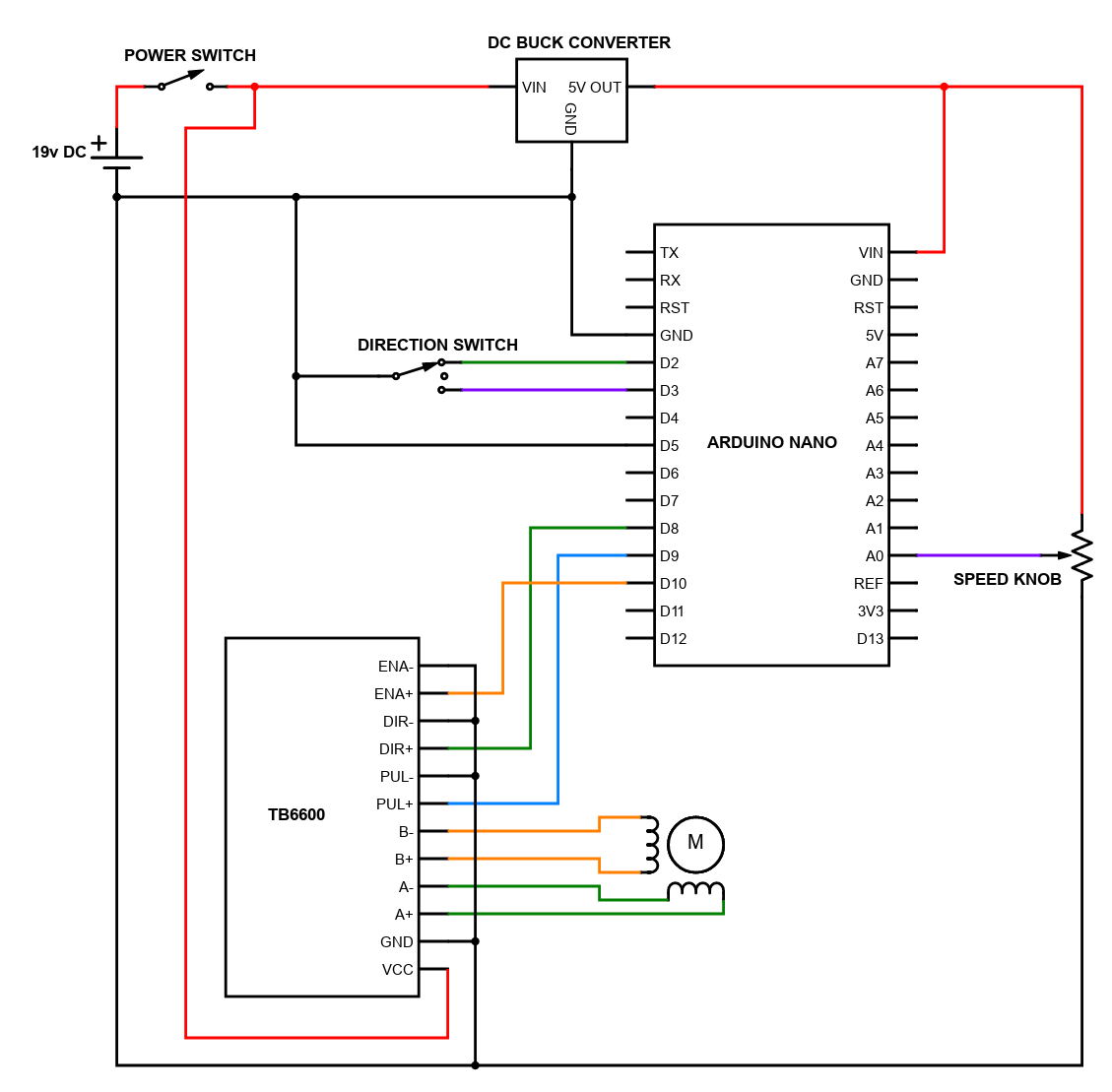
Here is a circuit diagram for this version:
And here is the code running on the arduino:
//Mini lathe power feed. https://elliotmade.com/2020/08/03/mini-lathe-power-feed-demo/
//need validation for the right/left positions and current position
//////////////////////////////////////////////libraries////////////////////////////////////////////////////////////
#include <SimpleTimer.h>
//https://github.com/jfturcot/SimpleTimer
#include <AccelStepper.h>
//http://www.airspayce.com/mikem/arduino/AccelStepper/
#include <Ewma.h>;
//https://github.com/jonnieZG/EWMA
//////////////////////////////////////////Pins////////////////////////////////////////////////////////////////
const int leftPin = 2;
const int rightPin = 3;
const int speedPin = A0;
const int stepPin = 9;
const int dirPin = 8;
const int enablePin = 10;
////////////////////////////////////////////Configuration//////////////////////////////////////////////////////////////
const int speedMult = 2; //multiplier used for max steps/sec. curSpeed (0-100) * speedMult = steps per second
const int maxAccel = 1000; //steps/sec squared
//operation modes
const byte left = 0;
const byte right = 1;
const byte neutral = 2;
byte curDirection = neutral; //the first time this is checked it will always be different than 3
////////////////////////////////////////////Variables//////////////////////////////////////////////////////////////
int curSpeed = 0;
//Initialize some things
AccelStepper motor(1, stepPin, dirPin);
SimpleTimer timer;
Ewma filteredSpeed(0.1);
void setup() { //Setup
digitalWrite(enablePin,HIGH);
//configure the stepper library
motor.setMaxSpeed(4000);
motor.setAcceleration(maxAccel);
//pin configuration
pinMode(leftPin, INPUT_PULLUP);
pinMode(rightPin, INPUT_PULLUP);
pinMode(enablePin, OUTPUT);
}
void loop() { //Loop
readDirection();
readSpeed();
motor.runSpeed();
}
void readSpeed() { //update the speed knob reading except for auto mode
curSpeed = filteredSpeed.filter(analogRead(speedPin)* speedMult);
if (curDirection == neutral) {
motor.setSpeed(0);
}
else {
if(curDirection == left) {
motor.setSpeed(curSpeed);
}
else {
motor.setSpeed(-curSpeed);
}
}
}
void readDirection() {
if(digitalRead(leftPin) == LOW) {
curDirection = left;
}
else if(digitalRead(rightPin) == LOW) {
curDirection = right;
}
else {
curDirection = neutral;
}
}If you’d like to build this for yourself, more details can be found on this post. It is powered by a 19v laptop charger, an arduino, and a tb6600 stepper driver.
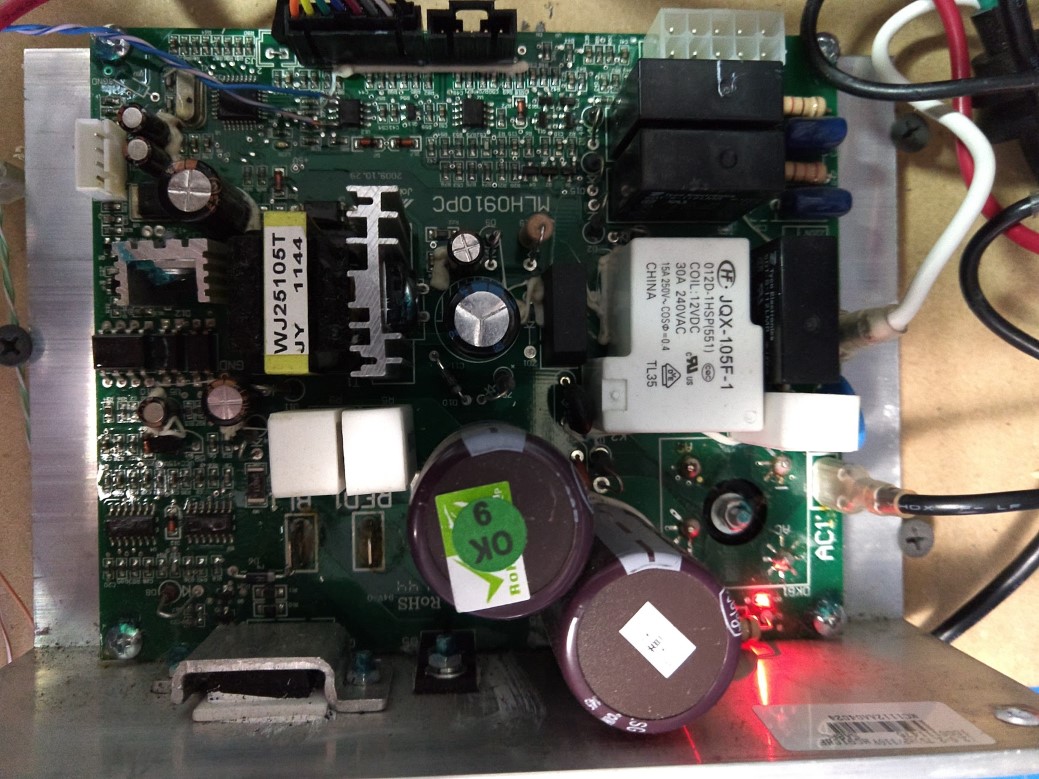
I scrapped a treadmill and salvaged the motor for a belt grinder project. My goal is to chuck the original control panel and just use the motor and it’s controller… but unlike the previous treadmill I did this to, interfacing with this one was not as simple as feeding it a PWM signal. The motor is a Johnson 90v DC motor, model JM01-013, and the control board is labeled MLH0910PC. I’m hoping the following information helps at least one other person – I spent hours searching and wasn’t able to come up with anything useful.

The control panel (I’ll refer to this as the panel going forward) has all of the displays and connects to the rest of the interface buttons and the safety key switch. The motor controller contains the AC connection, runs the motor and incline, as well as supplies power for the panel.
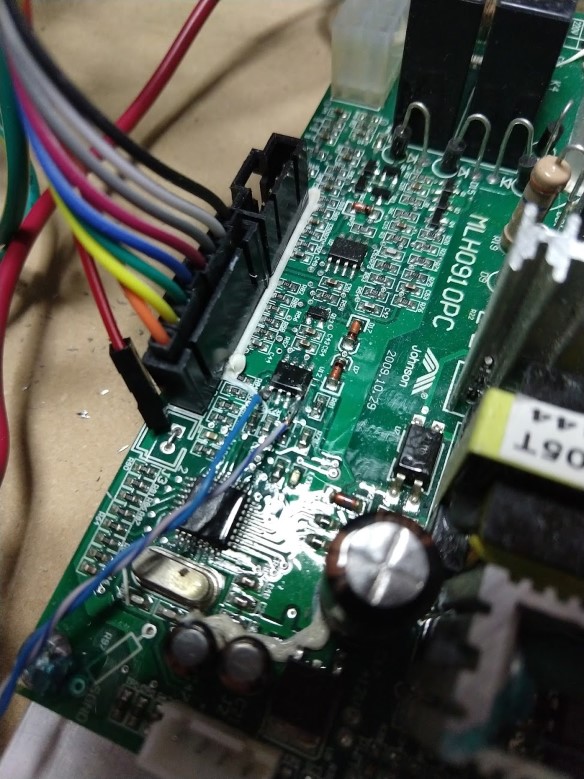
There is a single cable connecting the controller and panel with 8 wires: two are the safety key switch and pass straight through to the controller, two for power, two for ground, and the last two are for serial data. On both ends of the connector there is a MAX3085 RS-485 transceiver chip. Initially I used a MAX485 on a breakout board to listen in, but I was struggling to extract useful data with a logic analyzer and PulseView. It was clear that there was a message and response from one unit to the other, but for whatever reason I wasn’t able to reliably pick up the start and end bits for the response. I had much better luck connecting the logic analyzer directly to pins 1 and 4 of the MAX3085 (on either board works)… this let me see the RX and TX data on separate channels, then it could be decoded easily.
From what I can tell the panel is the master, it always initiates communication (either a command or a query), and the controller only responds. Messages are sent roughly every 70-100 ms at 9600 baud and consist of 5-7 bytes. The first two bytes look like an identifier: the panel prefix is 0-255, and the controller is 0-127. I looked at all of this in decimal because why not, also it made it easy to work with in Excel. I was able to isolate the packet from the panel that seemed to control the speed, then I recorded the values for every speed available from .5 to 12 MPH in tenth of a MPH increments.
I used an arduino to replay all of the messages through the MAX485 from power-up to running and was pleased to see the motor start to run (I kept the safety switch shorted). Working backwards, I started eliminating the different messages until all I had left was the speed command and the motor continued to run – showing me that I can ignore pretty much everything else – great! Did some more experimentation and here is what I found:
This means that interfacing with this is going to be pretty easy. My approach was just to create a lookup table for the known speeds that I mapped out. When increasing the speed I ramp through each of the steps on the way to the final target speed, this seems to keep the controller happy and it doesn’t panic and coast to a stop. There is no need to ramp down to a slower speed, only to a higher one.
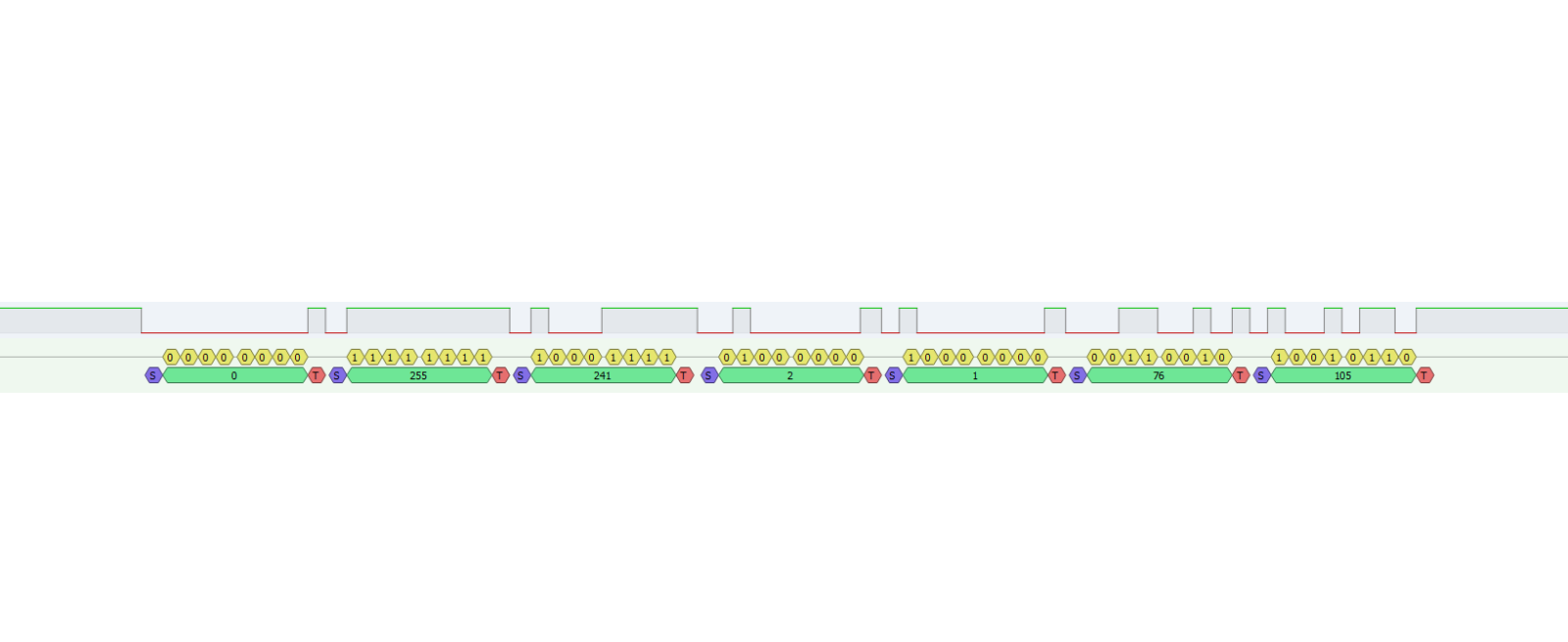
The 7-byte packet that controls speed is pictured above. I mapped all of the speeds from zero to twelve MPH, see the table below. RPM was measured with no load, but I expect it to be similar under load – the motor has a toothed wheel (maybe optical or probably hall-effect) and I’m guessing it uses closed-loop speed control.
Mission accomplished! I’ve actually had this motor sitting around for over a year but never made any headway on figuring out how to control it, now I can move on and make something useful with it.
| MPH | Byte 1 | Byte 2 | Byte 3 | Byte 4 | Byte 5 | Byte 6 | Byte 7 | Measured RPM |
|---|---|---|---|---|---|---|---|---|
| 0.0 | 0 | 255 | 241 | 2 | 0 | 0 | 221 | 0 |
| 0.5 | 0 | 255 | 241 | 2 | 0 | 161 | 16 | |
| 0.6 | 0 | 255 | 241 | 2 | 0 | 195 | 201 | |
| 0.7 | 0 | 255 | 241 | 2 | 0 | 230 | 186 | |
| 0.8 | 0 | 255 | 241 | 2 | 1 | 8 | 144 | |
| 0.9 | 0 | 255 | 241 | 2 | 1 | 42 | 116 | |
| 1.0 | 0 | 255 | 241 | 2 | 1 | 76 | 105 | 332 |
| 1.1 | 0 | 255 | 241 | 2 | 1 | 111 | 188 | |
| 1.2 | 0 | 255 | 241 | 2 | 1 | 145 | 33 | |
| 1.3 | 0 | 255 | 241 | 2 | 1 | 179 | 197 | |
| 1.4 | 0 | 255 | 241 | 2 | 1 | 213 | 216 | |
| 1.5 | 0 | 255 | 241 | 2 | 1 | 248 | 18 | |
| 1.6 | 0 | 255 | 241 | 2 | 2 | 26 | 156 | |
| 1.7 | 0 | 255 | 241 | 2 | 2 | 60 | 188 | |
| 1.8 | 0 | 255 | 241 | 2 | 2 | 94 | 101 | |
| 1.9 | 0 | 255 | 241 | 2 | 2 | 129 | 79 | |
| 2.0 | 0 | 255 | 241 | 2 | 2 | 163 | 171 | 670 |
| 2.1 | 0 | 255 | 241 | 2 | 2 | 197 | 182 | |
| 2.2 | 0 | 255 | 241 | 2 | 2 | 231 | 82 | |
| 2.3 | 0 | 255 | 241 | 2 | 3 | 10 | 43 | |
| 2.4 | 0 | 255 | 241 | 2 | 3 | 44 | 11 | |
| 2.5 | 0 | 255 | 241 | 2 | 3 | 78 | 210 | |
| 2.6 | 0 | 255 | 241 | 2 | 3 | 112 | 8 | |
| 2.7 | 0 | 255 | 241 | 2 | 3 | 147 | 154 | |
| 2.8 | 0 | 255 | 241 | 2 | 3 | 181 | 186 | |
| 2.9 | 0 | 255 | 241 | 2 | 3 | 215 | 99 | |
| 3.0 | 0 | 255 | 241 | 2 | 3 | 249 | 250 | 1016 |
| 3.1 | 0 | 255 | 241 | 2 | 4 | 28 | 96 | |
| 3.2 | 0 | 255 | 241 | 2 | 4 | 62 | 132 | |
| 3.3 | 0 | 255 | 241 | 2 | 4 | 96 | 229 | |
| 3.4 | 0 | 255 | 241 | 2 | 4 | 130 | 70 | |
| 3.5 | 0 | 255 | 241 | 2 | 4 | 165 | 87 | |
| 3.6 | 0 | 255 | 241 | 2 | 4 | 199 | 142 | |
| 3.7 | 0 | 255 | 241 | 2 | 4 | 233 | 23 | |
| 3.8 | 0 | 255 | 241 | 2 | 5 | 11 | 64 | |
| 3.9 | 0 | 255 | 241 | 2 | 5 | 46 | 51 | |
| 4.0 | 0 | 255 | 241 | 2 | 5 | 80 | 212 | 1358 |
| 4.1 | 0 | 255 | 241 | 2 | 5 | 114 | 48 | |
| 4.2 | 0 | 255 | 241 | 2 | 5 | 148 | 87 | |
| 4.3 | 0 | 255 | 241 | 2 | 5 | 183 | 130 | |
| 4.4 | 0 | 255 | 241 | 2 | 5 | 217 | 38 | |
| 4.5 | 0 | 255 | 241 | 2 | 5 | 251 | 194 | |
| 4.6 | 0 | 255 | 241 | 2 | 6 | 29 | 136 | |
| 4.7 | 0 | 255 | 241 | 2 | 6 | 64 | 186 | |
| 4.8 | 0 | 255 | 241 | 2 | 6 | 98 | 94 | |
| 4.9 | 0 | 255 | 241 | 2 | 6 | 132 | 57 | |
| 5.0 | 0 | 255 | 241 | 2 | 6 | 166 | 221 | 1700 |
| 5.1 | 0 | 255 | 241 | 2 | 6 | 200 | 121 | |
| 5.2 | 0 | 255 | 241 | 2 | 6 | 235 | 172 | |
| 5.3 | 0 | 255 | 241 | 2 | 7 | 13 | 63 | |
| 5.4 | 0 | 255 | 241 | 2 | 7 | 47 | 219 | |
| 5.5 | 0 | 255 | 241 | 2 | 7 | 81 | 60 | |
| 5.6 | 0 | 255 | 241 | 2 | 7 | 116 | 79 | |
| 5.7 | 0 | 255 | 241 | 2 | 7 | 150 | 236 | |
| 5.8 | 0 | 255 | 241 | 2 | 7 | 184 | 117 | |
| 5.9 | 0 | 255 | 241 | 2 | 7 | 218 | 172 | |
| 6.0 | 0 | 255 | 241 | 2 | 7 | 253 | 189 | 2042 |
| 6.1 | 0 | 255 | 241 | 2 | 8 | 31 | 135 | |
| 6.2 | 0 | 255 | 241 | 2 | 8 | 65 | 230 | |
| 6.3 | 0 | 255 | 241 | 2 | 8 | 99 | 2 | |
| 6.4 | 0 | 255 | 241 | 2 | 8 | 134 | 54 | |
| 6.5 | 0 | 255 | 241 | 2 | 8 | 164 | 175 | |
| 6.6 | 0 | 255 | 241 | 2 | 8 | 202 | 118 | |
| 6.7 | 0 | 255 | 241 | 2 | 8 | 236 | 86 | |
| 6.8 | 0 | 255 | 241 | 2 | 9 | 15 | 112 | |
| 6.9 | 0 | 255 | 241 | 2 | 9 | 49 | 234 | |
| 7.0 | 0 | 255 | 241 | 2 | 9 | 83 | 51 | 2385 |
| 7.1 | 0 | 255 | 241 | 2 | 9 | 117 | 19 | |
| 7.2 | 0 | 255 | 241 | 2 | 9 | 152 | 158 | |
| 7.3 | 0 | 255 | 241 | 2 | 9 | 186 | 122 | |
| 7.4 | 0 | 255 | 241 | 2 | 9 | 220 | 103 | |
| 7.5 | 0 | 255 | 241 | 2 | 9 | 254 | 131 | |
| 7.6 | 0 | 255 | 241 | 2 | 10 | 33 | 132 | |
| 7.7 | 0 | 255 | 241 | 2 | 10 | 67 | 93 | |
| 7.8 | 0 | 255 | 241 | 2 | 10 | 101 | 125 | |
| 7.9 | 0 | 255 | 241 | 2 | 10 | 135 | 222 | |
| 8.0 | 0 | 255 | 241 | 2 | 10 | 170 | 20 | 2725 |
| 8.1 | 0 | 255 | 241 | 2 | 10 | 204 | 9 | |
| 8.2 | 0 | 255 | 241 | 2 | 10 | 238 | 237 | |
| 8.3 | 0 | 255 | 241 | 2 | 11 | 16 | 132 | |
| 8.4 | 0 | 255 | 241 | 2 | 11 | 51 | 81 | |
| 8.5 | 0 | 255 | 241 | 2 | 11 | 85 | 76 | |
| 8.6 | 0 | 255 | 241 | 2 | 11 | 119 | 168 | |
| 8.7 | 0 | 255 | 241 | 2 | 11 | 153 | 118 | |
| 8.8 | 0 | 255 | 241 | 2 | 11 | 188 | 5 | |
| 8.9 | 0 | 255 | 241 | 2 | 11 | 222 | 220 | |
| 9.0 | 0 | 255 | 241 | 2 | 12 | 0 | 105 | 3070 |
| 9.1 | 0 | 255 | 241 | 2 | 12 | 34 | 141 | |
| 9.2 | 0 | 255 | 241 | 2 | 12 | 101 | 161 | |
| 9.3 | 0 | 255 | 241 | 2 | 12 | 103 | 69 | |
| 9.4 | 0 | 255 | 241 | 2 | 12 | 137 | 139 | |
| 9.5 | 0 | 255 | 241 | 2 | 12 | 171 | 127 | |
| 9.6 | 0 | 255 | 241 | 2 | 12 | 206 | 49 | |
| 9.7 | 0 | 255 | 241 | 2 | 12 | 240 | 235 | |
| 9.8 | 0 | 255 | 241 | 2 | 13 | 18 | 188 | |
| 9.9 | 0 | 255 | 241 | 2 | 13 | 52 | 156 | |
| 10.0 | 0 | 255 | 241 | 2 | 13 | 87 | 116 | 3414 |
| 10.1 | 0 | 255 | 241 | 2 | 13 | 121 | 237 | |
| 10.2 | 0 | 255 | 241 | 2 | 13 | 155 | 78 | |
| 10.3 | 0 | 255 | 241 | 2 | 13 | 173 | 110 | |
| 10.4 | 0 | 255 | 241 | 2 | 13 | 224 | 92 | |
| 10.5 | 0 | 255 | 241 | 2 | 14 | 2 | 210 | |
| 10.6 | 0 | 255 | 241 | 2 | 14 | 36 | 242 | |
| 10.7 | 0 | 255 | 241 | 2 | 14 | 70 | 43 | |
| 10.8 | 0 | 255 | 241 | 2 | 14 | 105 | 131 | |
| 10.9 | 0 | 255 | 241 | 2 | 14 | 139 | 32 | |
| 11.0 | 0 | 255 | 241 | 2 | 14 | 173 | 0 | 3752 |
| 11.1 | 0 | 255 | 241 | 2 | 14 | 207 | 217 | |
| 11.2 | 0 | 255 | 241 | 2 | 14 | 242 | 80 | |
| 11.3 | 0 | 255 | 241 | 2 | 15 | 20 | 195 | |
| 11.4 | 0 | 255 | 241 | 2 | 15 | 54 | 39 | |
| 11.5 | 0 | 255 | 241 | 2 | 15 | 88 | 131 | |
| 11.6 | 0 | 255 | 241 | 2 | 15 | 123 | 86 | |
| 11.7 | 0 | 255 | 241 | 2 | 15 | 157 | 49 | |
| 11.8 | 0 | 255 | 241 | 2 | 15 | 191 | 213 | |
| 11.9 | 0 | 255 | 241 | 2 | 15 | 225 | 180 | |
| 12.0 | 0 | 255 | 241 | 2 | 16 | 4 | 119 | 3996 |
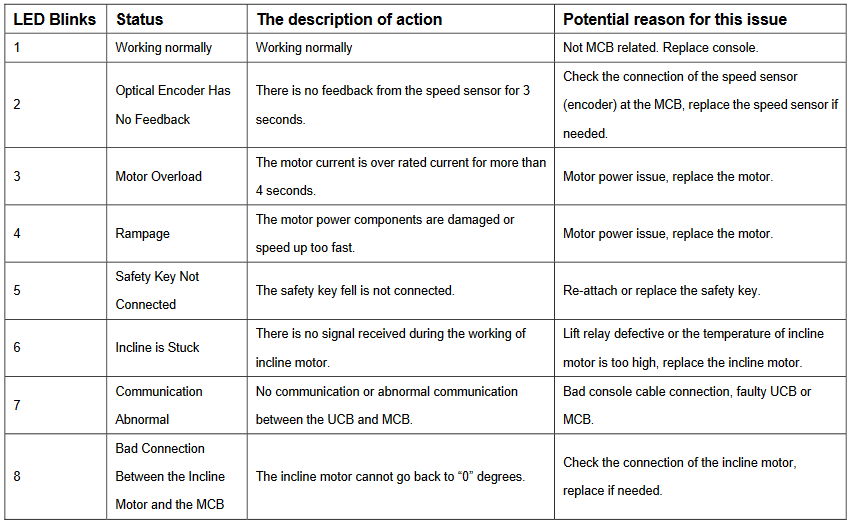
Edit 10/25/21: Here are the codes blinked out by the control board:
And here is a simple arduino sketch. You can probably ignore the 7-segment and rotary encoder parts, but it is successfully controlling the motor drive through a MAX485 chip on a breakout board.
/*
* Encoder on A2, A3
* Button on A1
* MAX 485: 5v to DE, D8 to DI. A and B to A and B of the treadmill controller
* TM1637 display clock on 2, data on 3
* Short out the middle "safety key" pins
* Take power from one of the treadmill controller pins (which one?)
* Treadmill header has 8 pins (left to right, latch at the bottom):
* 1 - 12v
* 2 - 12v
* 3 - A or B?
* 4 - Safety switch
* 5 - Safety switch
* 6 - A or B?
* 7 - Ground
* 8 - Ground
*/
#include <AltSoftSerial.h>
//https://www.pjrc.com/teensy/td_libs_AltSoftSerial.html
#include <SimpleTimer.h>
//https://github.com/jfturcot/SimpleTimer
#include <RotaryEncoder.h>
//http://www.mathertel.de/Arduino/RotaryEncoderLibrary.aspx
//https://github.com/mathertel/RotaryEncoder
#include "OneButton.h"
//https://github.com/mathertel/OneButton
#include <TM1637Display.h>
//https://github.com/avishorp/TM1637
#include <EEPROMex.h>
//https://github.com/thijse/Arduino-EEPROMEx
const int encoderButton = A1;
const int encoderA = A2;
const int encoderB = A3;
const int dispClock = 2; //D2
const int dispData = 3; //D3
AltSoftSerial ss;
SimpleTimer timer;
OneButton encoderButt(encoderButton, true);
RotaryEncoder encoder(A2, A3);
TM1637Display display1(dispClock, dispData);
bool halt = true;
int setSpeed = 0;
int curSpeed = 0; //ramp this up until it reaches the set speed
int savedSpeed = 0;
const int speedCount = 123;
const byte b1[] = {0,0,0,0,1,1,1,1,1,1,1,1,2,2,2,2,2,2,2,3,3,3,3,3,3,3,3,4,4,4,4,4,4,4,5,5,5,5,5,5,5,5,6,6,6,6,6,6,6,7,7,7,7,7,7,7,7,8,8,8,8,8,8,8,9,9,9,9,9,9,9,9,10,10,10,10,10,10,10,11,11,11,11,11,11,11,12,12,12,12,12,12,12,12,13,13,13,13,13,13,13,14,14,14,14,14,14,14,14,15,15,15,15,15,15,15,16,16,16,16,16,16,16,16};
const byte b2[] = {0,161,195,230,8,42,76,111,145,179,213,248,26,60,94,129,163,197,231,10,44,78,112,147,181,215,249,28,62,96,130,165,199,233,11,46,80,114,148,183,217,251,29,64,98,132,166,200,235,13,47,81,116,150,184,218,253,31,65,99,134,164,202,236,15,49,83,117,152,186,220,254,33,67,101,135,170,204,238,16,51,85,119,153,188,222,0,34,101,103,137,171,206,240,18,52,87,121,155,173,224,2,36,70,105,139,173,207,242,20,54,88,123,157,191,225,4,20,54,88,123,157,191,225};
const byte b3[] = {221,16,201,186,144,116,105,188,33,197,216,18,156,188,101,79,171,182,82,43,11,210,8,154,186,99,250,96,132,229,70,87,142,23,64,51,212,48,87,130,38,194,136,186,94,57,221,121,172,63,219,60,79,236,117,172,189,135,230,2,54,175,118,86,112,234,51,19,158,122,103,131,132,93,125,222,20,9,237,132,81,76,168,118,5,220,105,141,161,69,139,127,49,235,188,156,116,237,78,110,92,210,242,43,131,32,0,217,80,195,39,131,86,49,213,180,119,195,39,131,86,49,213,180};
const int sfm[] = {0,262,314,366,418,471,523,575,628,680,732,785,837,889,941,994,1046,1098,1151,1203,1255,1308,1360,1412,1464,1517,1569,1621,1674,1726,1778,1831,1883,1935,1987,2040,2092,2144,2197,2249,2301,2355,2406,2458,2510,2563,2615,2667,2721,2772,2824,2878,2929,2981,3033,3087,3138,3190,3244,3295,3347,3401,3453,3504,3556,3610,3661,3713,3767,3818,3870,3924,3976,4027,4079,4133,4184,4236,4290,4342,4393,4447,4499,4550,4602,4656,4708,4759,4813,4865,4916,4970,5022,5074,5125,5179,5231,5282,5336,5388,5440,5493,5545,5597,5648,5702,5754,5805,5859,5911,5963,6016,6068,6120,6171,6225,6277,6329,6382,6434,6486,6539,6591,6643};
//eeprom memory locations
const int memAddress = 20;
const int memBase = 350;
void setup() {
//interrupts for encoder
PCICR |= (1 << PCIE1); // This enables Pin Change Interrupt 1 that covers the Analog input pins or Port C.
PCMSK1 |= (1 << PCINT10) | (1 << PCINT11); // This enables the interrupt for pin 2 and 3 of Port C.
//Serial.begin(9600);
ss.begin(9600);
timer.setInterval(100, sendSpeedPacket);
encoderButt.attachClick(startStop);
// Set Up EEPROM
EEPROM.setMemPool(memBase, EEPROMSizeNano);
//Load the stored speed value
setSpeed = EEPROM.readInt(memAddress);
display1.setBrightness(2);
updateDisplay();
}
void loop() {
// put your main code here, to run repeatedly:
timer.run();
encoderButt.tick();
readEncoder();
updateDisplay();
}
void sendSpeedPacket() {
if(halt == true) { //send the stop packet
ss.write((byte)0);
ss.write((byte)255);
ss.write((byte)241);
ss.write((byte)2);
ss.write((byte)0);
ss.write((byte)0);
ss.write((byte)221);
}
else { //send the current speed packet
ss.write((byte)0);
ss.write((byte)255);
ss.write((byte)241);
ss.write((byte)2);
ss.write((byte)b1[curSpeed]);
ss.write((byte)b2[curSpeed]);
ss.write((byte)b3[curSpeed]);
}
if (halt == true){
curSpeed = 0;
}
if (curSpeed < setSpeed && halt == false) { //this ramps the sent speed up until it hits the set speed
curSpeed++;
}
if (curSpeed > setSpeed && halt == false) { //this immediately reduces the sent speed to the set speed
curSpeed = setSpeed;
}
//Serial.print(halt);
//Serial.print(" ");
//Serial.println(curSpeed);
}
void startStop () {
halt = !halt;
EEPROM.writeInt(memAddress, setSpeed); //save the speed every time the button is pushed... so that on next power up it is not zero
}
void readEncoder() {
static int pos = 0;
int newPos = encoder.getPosition();
if (pos > newPos) {
setSpeed = setSpeed - 1;
}
else if (pos < newPos) {
setSpeed = setSpeed + 1;
}
pos = newPos; //--keep
setSpeed = constrain(setSpeed, 0, speedCount);
}
ISR(PCINT1_vect) {
encoder.tick(); // just call tick() to check the state.
}
void updateDisplay() {
display1.showNumberDecEx(sfm[setSpeed], 0, true); //Set time should always show on display 1
// Serial.print("Minutes: ");
// Serial.print(seconds / 60);
// Serial.print("Seconds: ");
// Serial.println(seconds & 60);
}Update 11/2022 – here’s a list of some of the unique commands I saw. I didn’t test or try to capture the incline setting, but if we’re lucky maybe it’s in here:
These are the unique commands and responses I recorded just after powering up:
Source Unique Message Count Comment
Panel 0 255 14 0 14 1
Motor 128 0 14 0 5 1
Panel 0 255 9 64 0 95 241 2
Motor 128 0 9 0 107 2
Panel 0 255 159 0 9 30 Common while idle and running
Motor 128 0 159 64 0 0 160 30 Probably reply to 0 255 159 09
Panel 0 255 143 64 0 0 187 81 Speed command? 143
Motor 128 0 143 0 238 81
And here are the unique commands while it was running at a steady .5 mph:
Source Message Count Comment
Panel 0 255 143 64 0 133 8 77 Speed command? 143
Motor 128 48 143 0 48 77 Same acknowledgement to speed command as 1 mph
Panel 0 255 111 64 0 20 14 76 Same while running at 1 mph
Motor 128 48 111 0 69 76 same response as running at 1 mph
Panel 0 255 159 0 9 23 Common while idle or running
Motor 128 48 159 64 0 37 56 11
Motor 128 48 159 64 0 165 180 10 Part 2 for the lathe power feed. I’ll make at least one more to go over the wiring and controls.
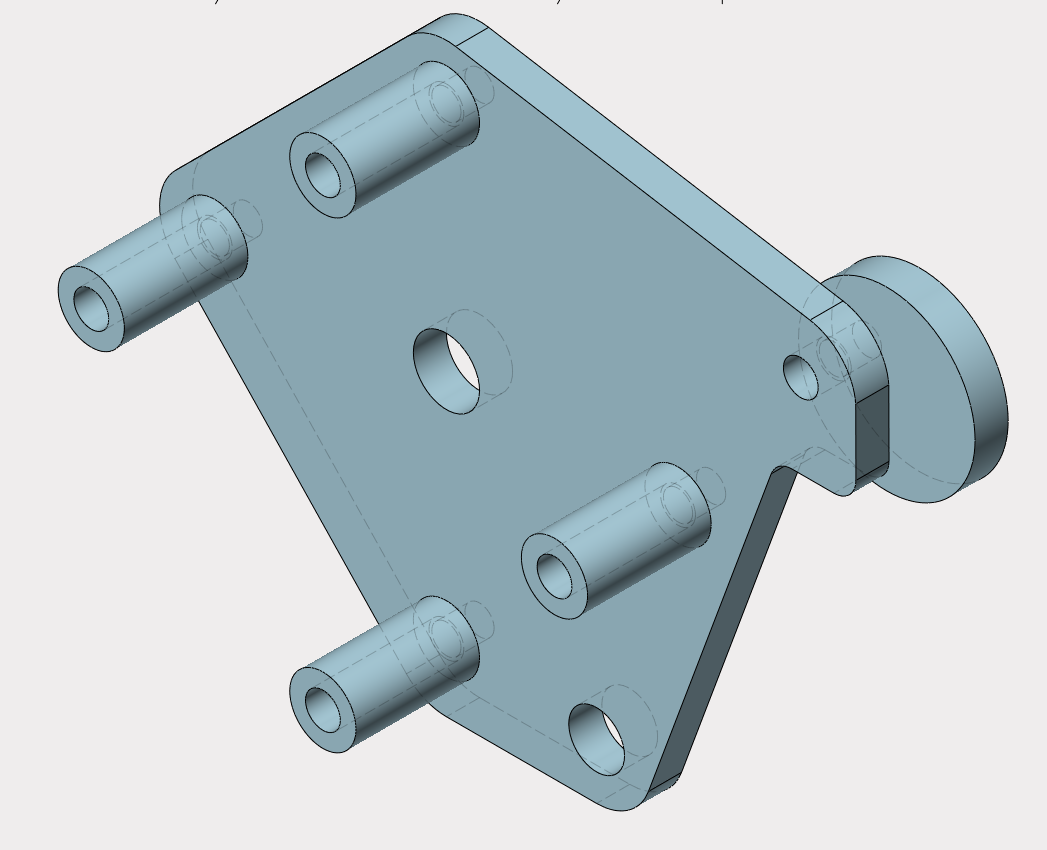
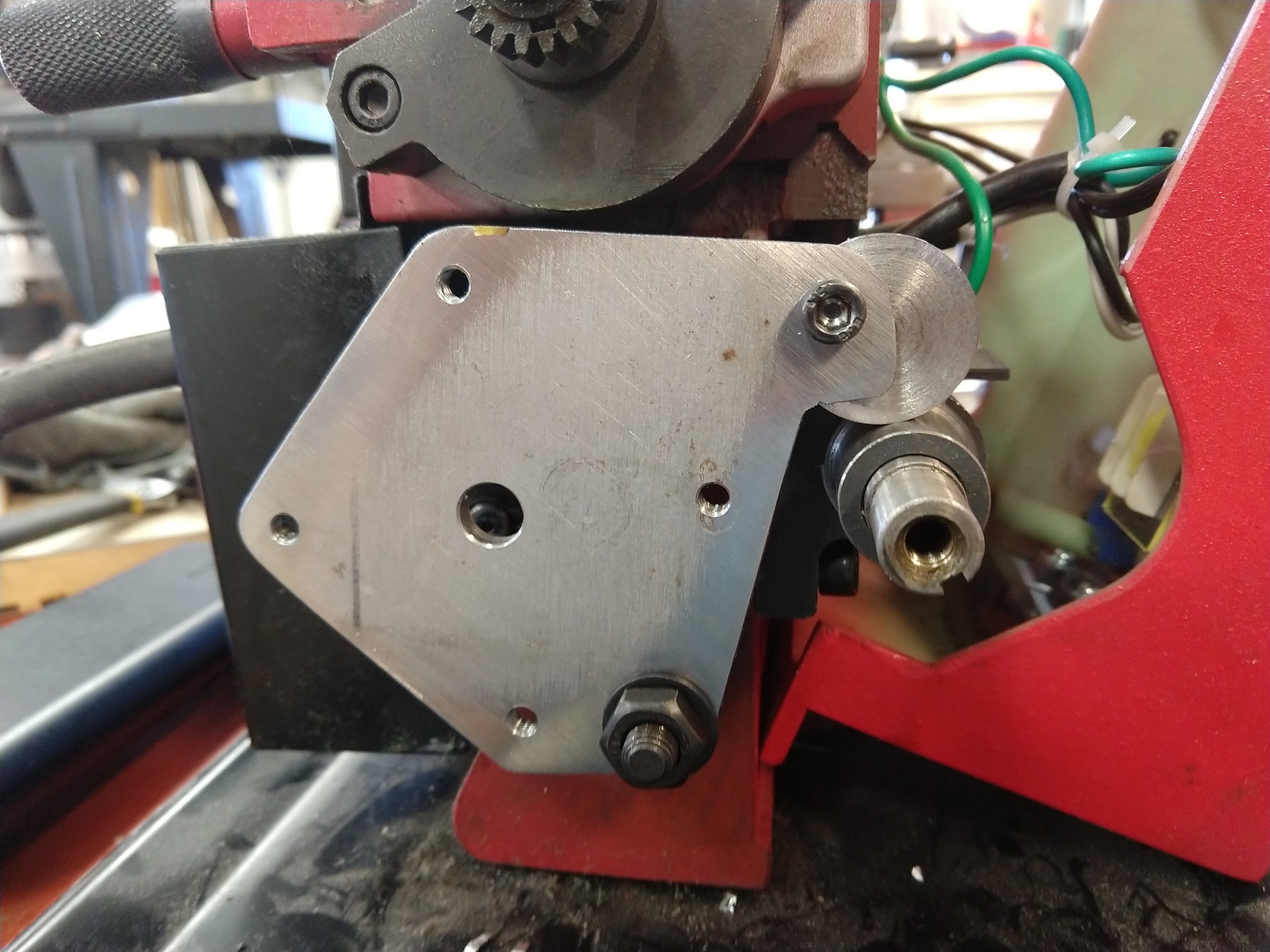
This mount puts the motor on the left side of the lathe and replaces the original banjo for the changegears. This is the easiest/cheapest way I could come up with to attach the motor to the leadscrew. Originally I intended to extend the leadscrew and drive it from the tail end, but that is a bit more challenging and I thought this would be easier for the home-shop. The motor will interfere with the cover, so you may need to cut a hole in it or leave it off. I put some thought into this so that it could be made with basic tools (no slots, welding, etc).

Bill of Materials
| Quantity | Description |
| 1 | Steel or aluminum plate 4″ x 5″ (or larger). 3/16″ or 1/4″ thick |
| 4 | M5 x .8 Screw – 35mm long |
| 1 | M5 x .8 Screw – 15mm long |
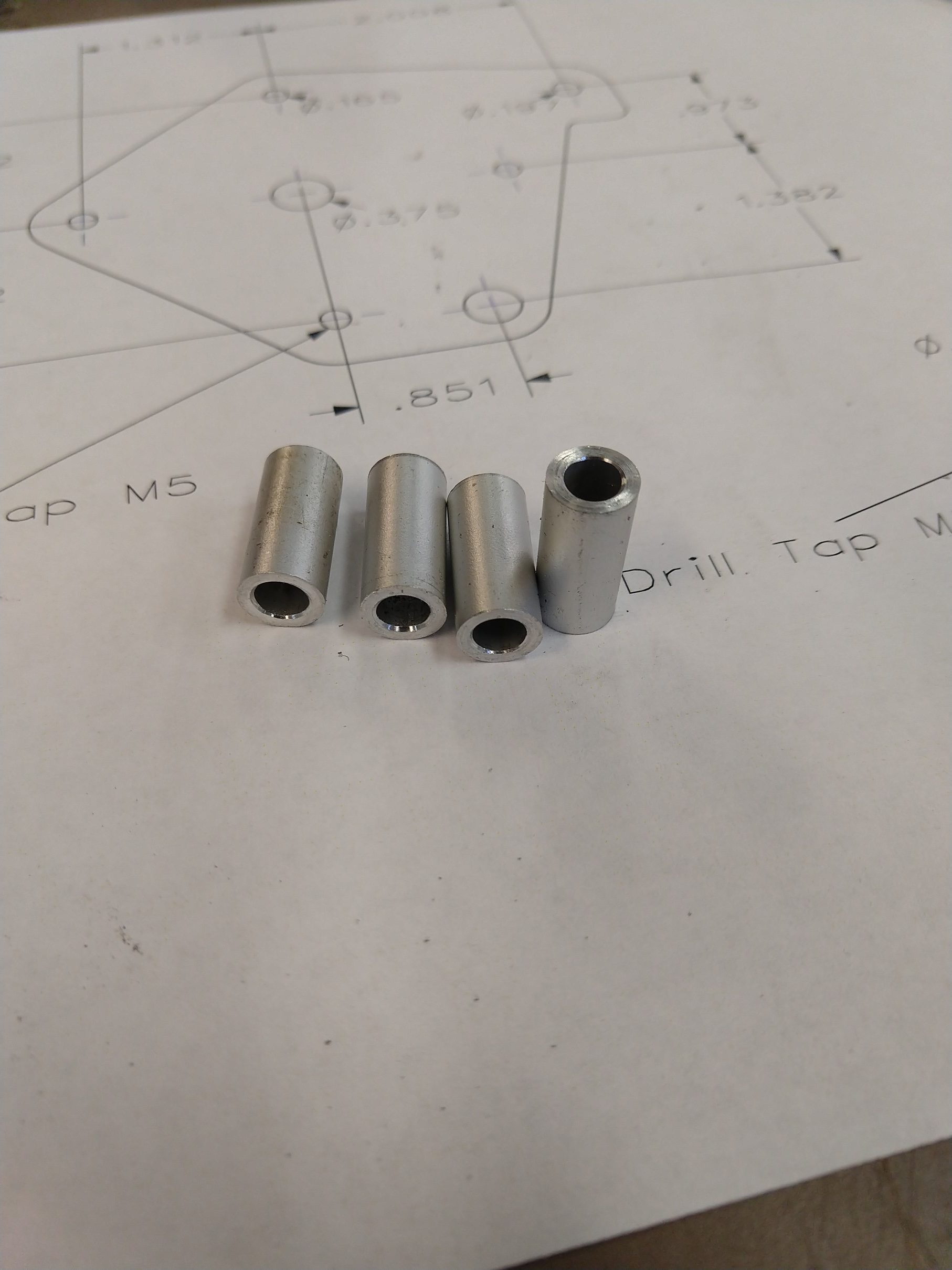
| 4 | Spacer 5mm ID – .700″ long (see drawing) (make from round stock) |
| 1 | NEMA 23 Stepper (notes below) |
| 1 | GT2 pulley – 60 tooth 12mm bore |
| 1 | GT2 pulley – 20 tooth (bore to match stepper shaft) |
| 1 | GT2 belt – 200 tooth, 6mm wide |
Tools required
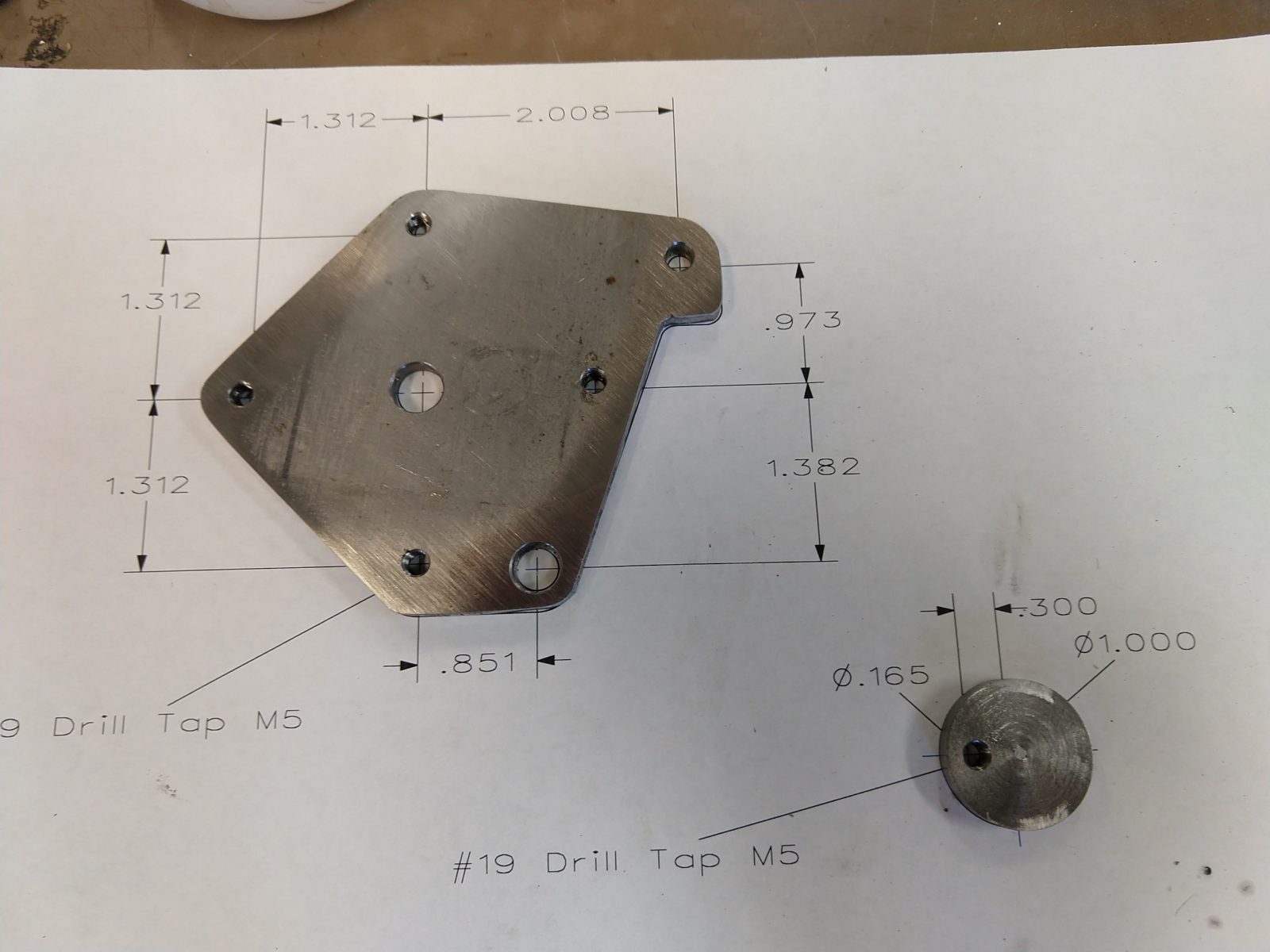
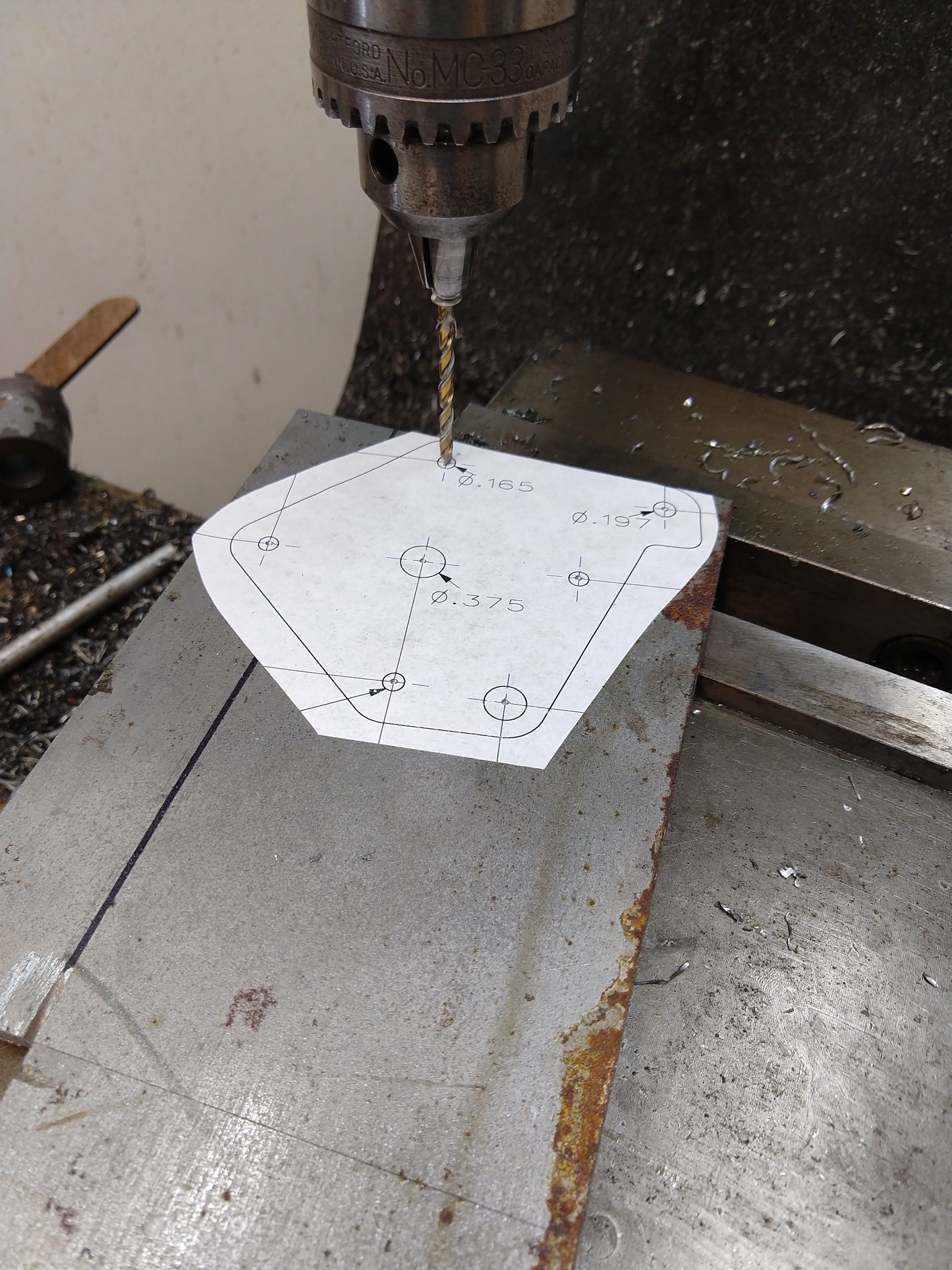
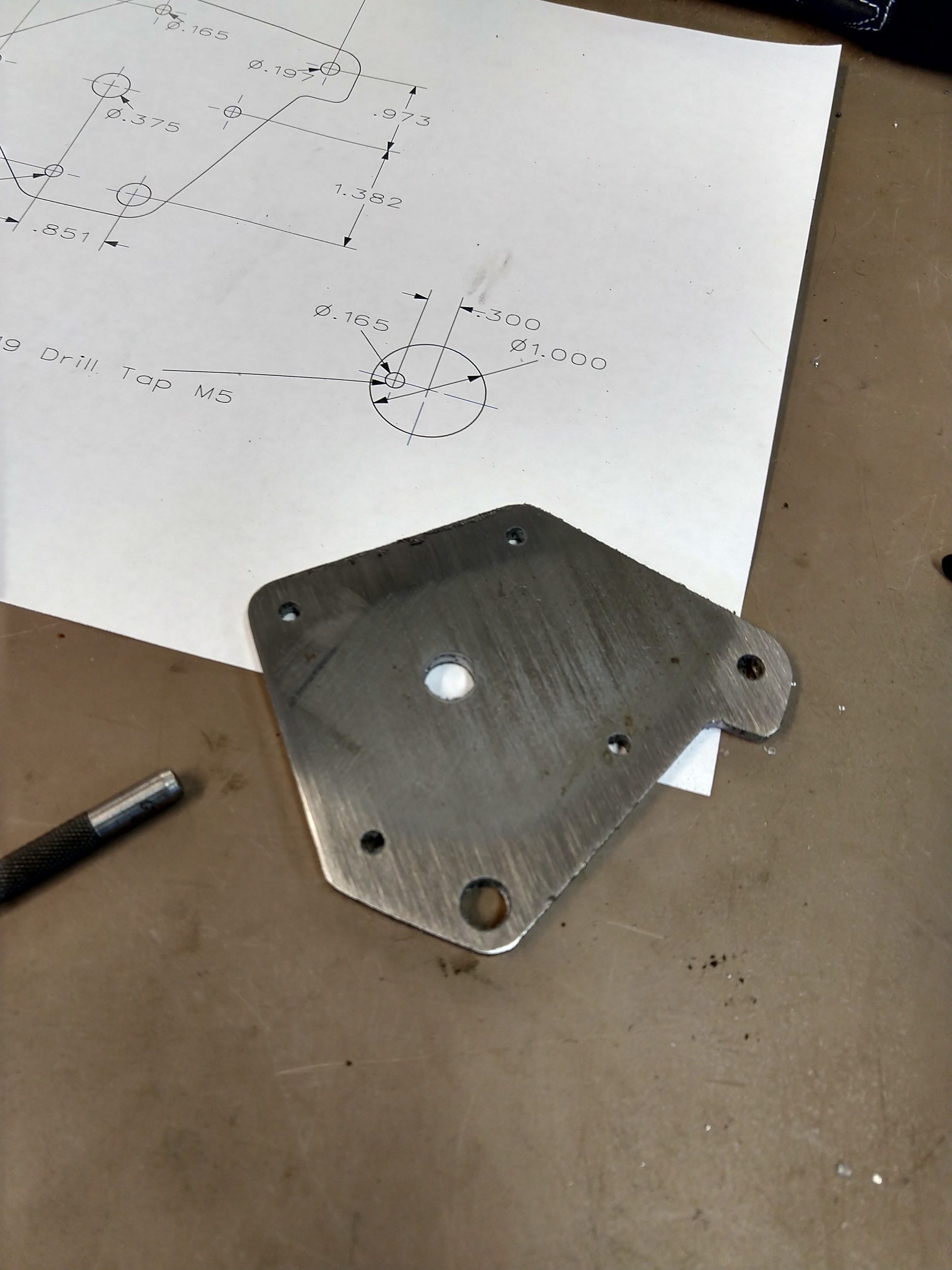
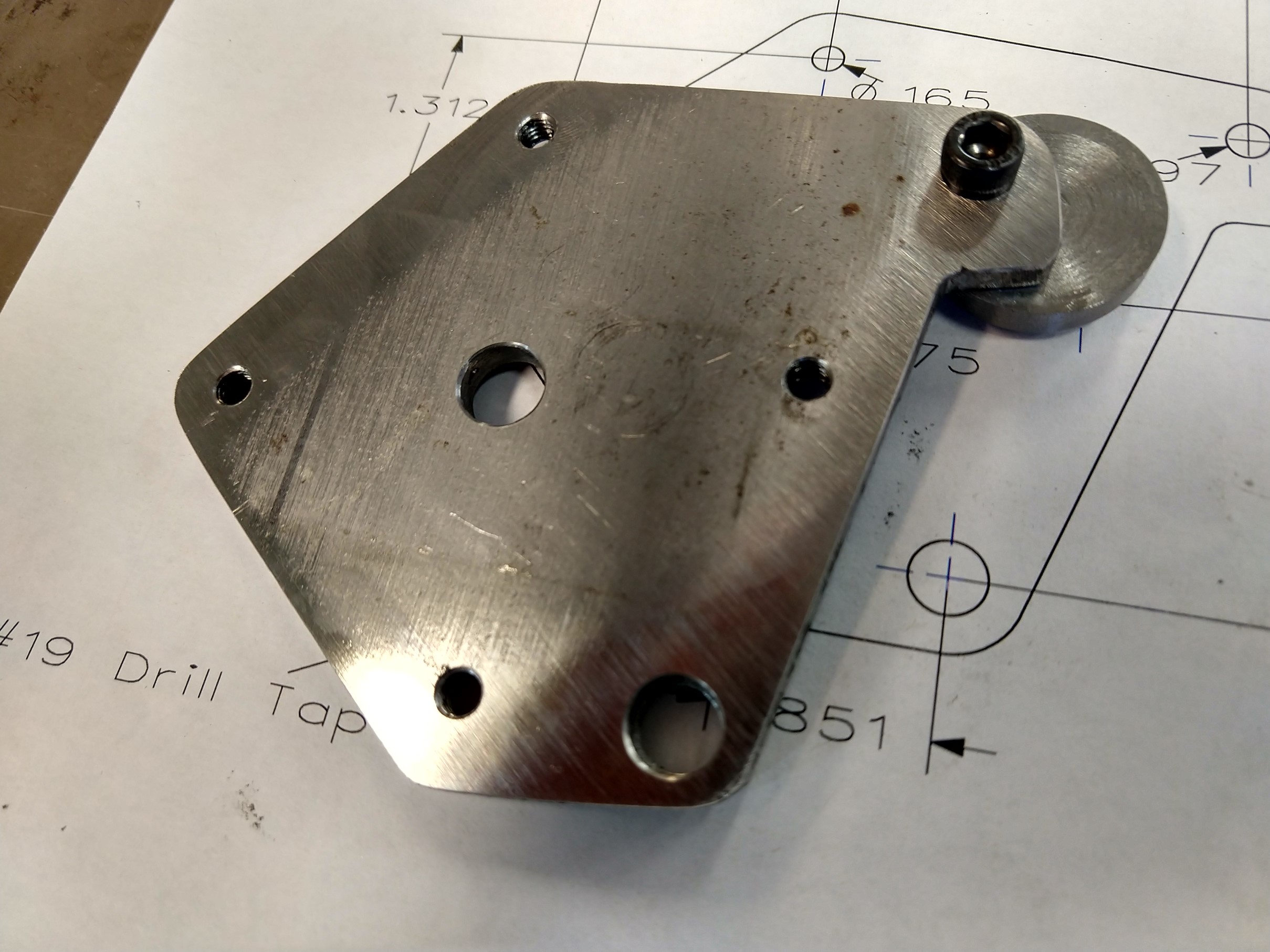
The only critical dimensions on this part are the four tapped M5 holes for mounting the motor. It is also important that the four spacers be the same length so the motor is square to the plate. Other than that, the outside contour of the part only needs to clear any obstructions. The circular part with the offset hole is used to adjust the belt tension, it rotates and presses against the leadscrew bushing/bearing – if that doesn’t make sense it should be more clear in the photo. The OD of the spacers is only important for the one that is closest to the leadscrew pulley, it may be necessary to relieve this for clearance.
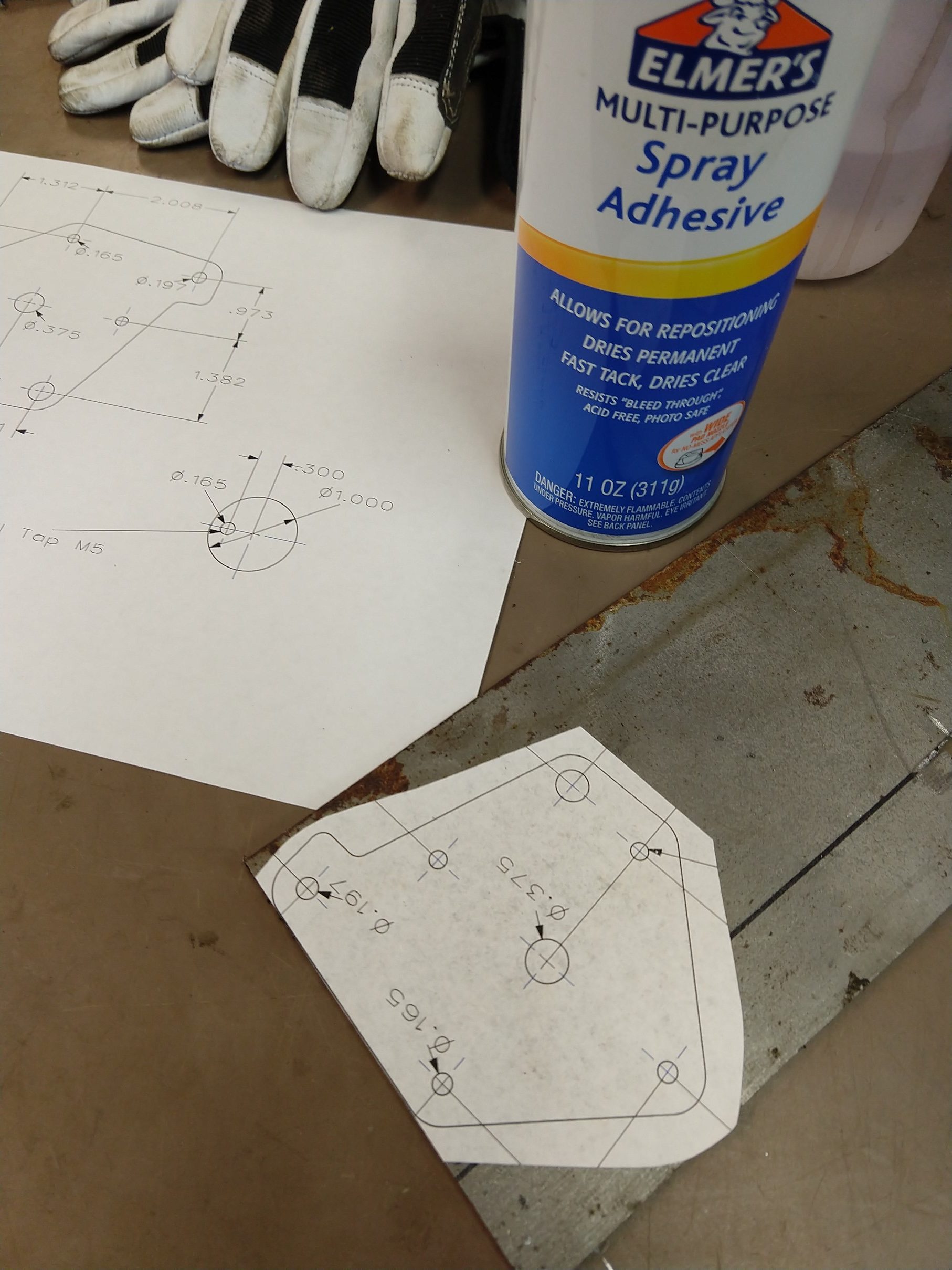
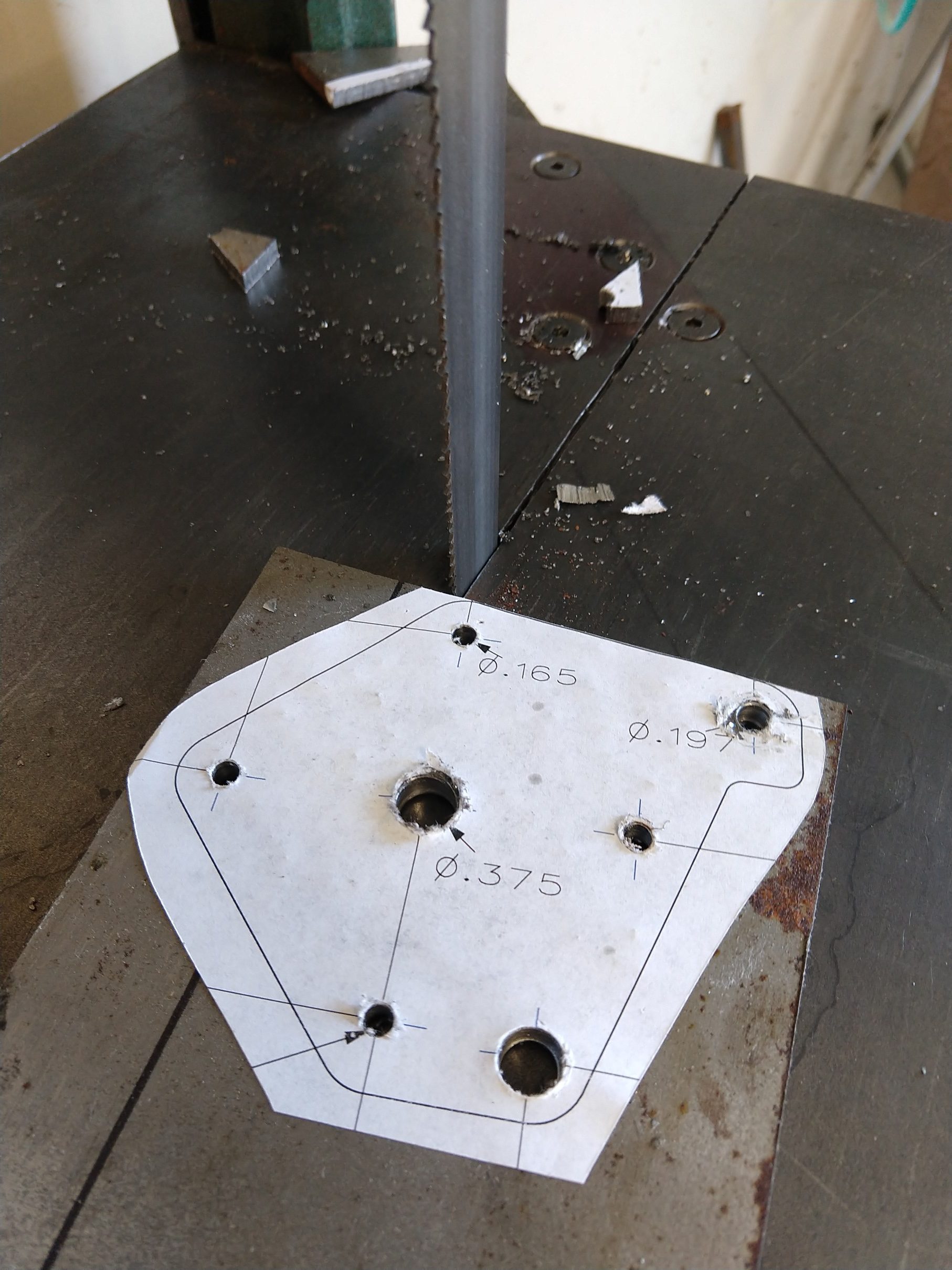
I recommend printing the drawing out at 1:1 scale and gluing it to your plate, center punch the hole locations for drilling and use a saw and files to get the right outside shape.
Hopefully it is clear how this mounts up to the lathe in the photos. Take off all of the change gears including the key on the leadscrew and set them aside (or probably lose them forever, which is what I will probably do). The banjo also needs to be removed, but the nut and washer will be reused. Don’t tighten the set screws on the pulleys until you have the motor mounted, this way you can shift them around for alignment. Remember to put the belt on!



Regarding the motor – I chose a 1.9 nm stepper. I have not tested this thoroughly yet, but so far I have this running at 2 amps and it doesn’t seem to have any trouble moving the carriage while cutting in aluminum. I think a smaller motor will probably be sufficient – but I don’t know the limits yet.
That’s it! I’ll follow up with the details for the control in another post.